 Astrand Electronic
Astrand Electronic
Electronic Fiber Tensile Strength Test Machine (Single Column ) ASTRAND
View more




中文
English


24-Hour Hotline
+86 130 6682 0203 Sarah

E-mail Us
sarah@astrand-martindale.com

Categories
New Products
 ASTRAND")

")






Comprehensive Guide to Types of Color Fastness Tests and Testers
Time: 2025-08-15 00:08:00
Author: Sarah
From: Dongguan Astrand Electronic Technology Co.,Ltd
Click:
Comprehensive Guide to Types of Color Fastness Tests and Testers
Color fastness is a cornerstone of textile quality assurance, defining how well a fabric retains its original color under various physical, chemical, and environmental conditions. In the textile and apparel industry, this property is crucial for maintaining aesthetic value, consumer satisfaction, and product longevity. Poor color fastness can lead to fading, bleeding, staining of adjacent fabrics, or overall degradation of product quality.
This guide will take you through the main categories of color fastness tests, the specialized testing equipment used, the detailed test procedures, and the international standards that govern them. We’ll also cover factors that influence results, how grades are assigned, and why each test matters for different textile applications.
1. What is Color Fastness?
In the simplest terms, color fastness refers to the ability of a dyed or printed textile to resist color change during exposure to various external factors such as washing, rubbing, sunlight, perspiration, or atmospheric conditions.
However, in textile science, color fastness is more than just “resistance to fading.” It encompasses:
· Shade stability — the fabric maintains its original hue without noticeable shift.
· Depth retention — the color does not lose intensity or become dull.
· Non-transferability — dyes do not migrate or bleed onto other materials.
· End-use performance — the fabric meets the wear-and-care expectations of the consumer.
Why it matters in the industry:
· Consumer satisfaction: A garment that fades or stains easily is unlikely to be repurchased.
· Brand reputation: Poor performance can lead to returns, complaints, and loss of market trust.
· Compliance: Many countries have strict regulations on color fastness for safety, durability, and sustainability reasons.
· Cost reduction: Minimizing product returns due to dye issues saves money in the supply chain.
2. Detailed Types of Color Fastness Tests
Different real-life conditions require different testing simulations. No single test can represent all environmental exposures, which is why manufacturers often perform multiple fastness tests for each product line.

Purpose:
Measures the resistance of fabric color to laundering processes — either domestic washing or industrial cleaning. This is critical for everyday clothing, linens, uniforms, and home textiles.
Industry Relevance:
· Apparel: T-shirts, jeans, dresses, sportswear.
· Home textiles: Bedsheets, towels, curtains.
· Industrial fabrics: Workwear and protective clothing that undergo frequent washing.
Test Equipment in Detail:
· Washing Color Fastness Tester (e.g., Launder-Ometer, WashTrue Fastness Tester).
· Stainless steel rotating drums with precise temperature control (40°C–100°C).
· Built-in timers for test duration accuracy.
· Optional use of abrasive stainless-steel balls for simulating high-friction washing.
Standards:
· AATCC 61 (Accelerated Laundering) — simulates multiple washes in a short time.
· ISO 105-C06 — standard procedure for commercial and home laundering.
· GB/T 3921 — Chinese equivalent standard.
Expanded Test Procedure:
1. Preparation:
o Cut specimens of the test fabric.
o Attach a multi-fiber fabric strip (contains six standardized fibers: cotton, wool, nylon, polyester, acrylic, acetate) to detect staining on different fiber types.
2. Detergent & Loading:
o Use standard detergent (e.g., AATCC Standard Detergent 124) with or without optical brighteners.
o Place specimens in the test canister with detergent and steel balls (if required).
3. Washing Simulation:
o Rotate at the specified speed (usually 40 ± 2 rpm).
o Maintain the exact temperature per standard — e.g., 60°C for typical testing, 95°C for severe conditions.
4. Drying:
o Remove specimens and air dry or oven dry at controlled temperature.
5. Evaluation:
o Compare the washed sample against an unwashed control using the gray scale for color change.
o Assess staining on the multi-fiber strip using the gray scale for staining.
2.2 Color Fastness to Rubbing (Crocking)

Purpose:
Assesses the degree of color transfer from a fabric’s surface onto another material when rubbed under controlled conditions. This test is conducted in both dry and wet states.
Importance in Real Life:
· Dry crocking is critical for dark or heavily pigmented fabrics like denim or upholstery.
· Wet crocking is important for garments worn in humid climates or during physical activity, where sweat or moisture may cause dye transfer.
Test Equipment in Detail:
· Crockmeter — a manual or motorized device with a standard rubbing finger.
· A white cotton test cloth is attached to the rubbing finger to detect dye transfer.
· Adjustable stroke length and pressure for repeatable results.
Standards:
· AATCC 8 — for both dry and wet crocking.
· ISO 105-X12 — international equivalent.
Expanded Test Procedure:
1. Sample Mounting:
o Secure the test specimen firmly on the test bed.
2. Dry Test:
o Attach a dry white test cloth to the rubbing finger.
o Perform 10 rub cycles under standardized pressure.
3. Wet Test:
o Wet a fresh test cloth with distilled water (100% wet pickup).
o Attach to the rubbing finger and repeat the procedure.
4. Evaluation:
o Compare the white cloth to the gray scale for staining.
2.3 Color Fastness to Light (Lightfastness)

Purpose:
Evaluates the stability of fabric color when exposed to artificial or natural light. Fading caused by light exposure is irreversible and can drastically affect a product’s appearance.
Common Applications:
· Outdoor textiles: Patio furniture, awnings, flags.
· Automotive interiors: Seats, carpets.
· Display fabrics: Curtains, banners.
Test Equipment in Detail:
· Xenon Arc Weatherometer — uses a xenon lamp to replicate the full solar spectrum.
· Equipped with temperature and humidity controls to simulate realistic weather conditions.
· May also perform wet/dry cycling to simulate outdoor environments.
Standards:
· AATCC 16 — Option 3 is commonly used for xenon arc testing.
· ISO 105-B02 — specifies blue wool standards for grading.
Expanded Test Procedure:
1. Sample Mounting:
o Mount specimens alongside blue wool reference standards (Grades 1–8).
2. Exposure:
o Expose to xenon light under controlled temperature (e.g., 50°C black panel temperature) and humidity.
3. Grading:
o Compare the degree of fading in the specimen to the blue wool scale.
o Grade 8 = excellent lightfastness; Grade 1 = very poor.
2.4 Color Fastness to Perspiration
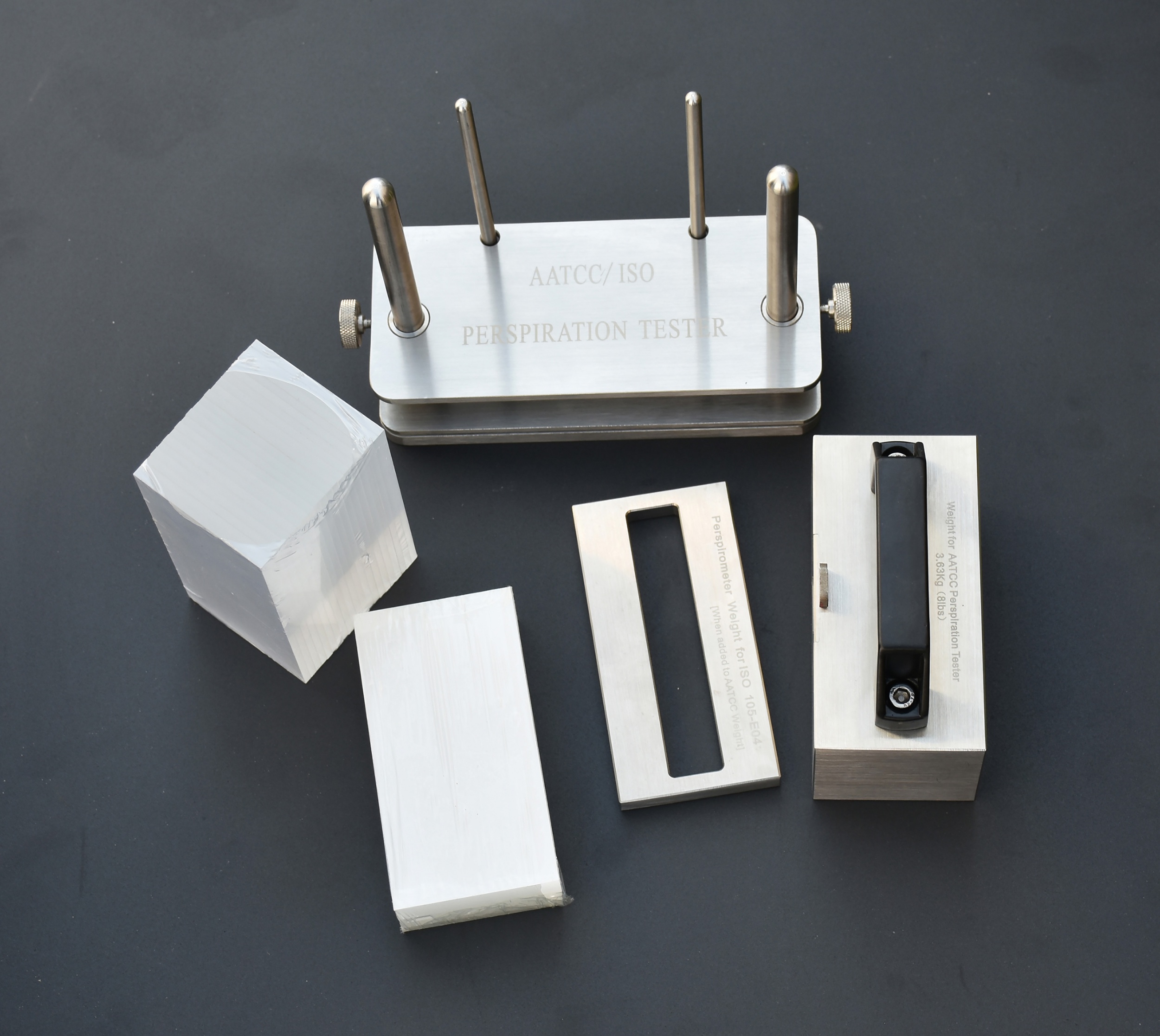
Purpose:
Tests the effect of acidic and alkaline sweat on fabric color stability. Sweat contains salts, lactic acid, and urea, which can cause dye breakdown or migration.
Key Industries:
· Sportswear: Jerseys, yoga wear.
· Uniforms: Military, hospitality, corporate wear.
· Summer apparel: Swimwear, casual wear.
Test Equipment in Detail:
· Perspiration Tester — applies a fixed weight to specimens sandwiched with multi-fiber fabric.
· Drying oven to accelerate the reaction between perspiration solution and fabric.
Standards:
· AATCC 15
· ISO 105-E04
Expanded Test Procedure:
1. Specimen Preparation:
o Attach multi-fiber fabric to test specimen.
2. Soaking:
o Immerse in artificial perspiration solution (acidic pH 5.5 or alkaline pH 8.0).
3. Pressing:
o Place under 4.5 kg weight in the tester frame.
4. Heating:
o Keep at 37°C for 4–6 hours to mimic body temperature.
5. Evaluation:
o Assess staining and color change with gray scales.
3. Factors Influencing Color Fastness Results
While color fastness tests simulate real-life conditions, results can vary widely depending on fabric composition, dye chemistry, finishing processes, and testing conditions. Understanding these influencing factors helps manufacturers design better products and interpret test outcomes accurately.
3.1 Fiber Type and Structure
Different fibers interact with dyes in unique ways due to their molecular structure and chemical reactivity:
· Cotton:
o Cellulose-based fiber that bonds well with reactive, vat, and direct dyes.
o Generally good wash fastness with reactive dyes but can have poor lightfastness with certain colors (e.g., bright reds and blues).
· Wool and Silk:
o Protein-based fibers, dyed with acid or metal complex dyes.
o More sensitive to alkaline perspiration and oxidizing agents.
· Polyester:
o Hydrophobic synthetic fiber dyed with disperse dyes.
o Excellent wash fastness but may have moderate lightfastness unless treated with UV absorbers.
· Nylon:
o Good dye uptake but prone to yellowing under heat or light.
· Blended Fabrics:
o Dye compatibility must be managed carefully, as each fiber may react differently.
3.2 Dye Type and Application Method
The chemical nature of the dye and the application process strongly impact fastness performance:
· Reactive dyes: Excellent wash fastness but can show poor rubbing fastness if surface deposits are not removed.
· Vat dyes: Exceptional light and wash fastness but require complex application and high temperatures.
· Disperse dyes: Used for synthetics; good wash fastness but lightfastness depends on molecular stability.
· Sulfur dyes: Cost-effective for deep shades but can suffer from rubbing issues.
· Pigments: Not actually dyes — sit on fabric surface, bonded with resins; excellent lightfastness but poor crocking if resin binder is weak.
3.3 Finishing Treatments
Post-dyeing processes can enhance or reduce fastness:
· Resin finishes can improve rubbing fastness.
· Flame retardant finishes may weaken dye bonds.
· UV absorbers improve lightfastness.
· Water-repellent coatings may alter dye penetration.
3.4 Testing Conditions
Even the most robust fabric can show poor results if testing parameters are harsh:
· Temperature: Higher temperatures accelerate dye migration.
· pH: Extreme acid or alkaline conditions can cause dye hydrolysis.
· Mechanical action: High agitation increases rubbing and fiber wear.
· Light intensity: Higher xenon arc exposure levels accelerate fading.
4. Color Fastness Rating Scales
Color fastness test results are not subjective guesses — they are assigned grades based on standardized gray scales and blue wool scales.
4.1 Gray Scale for Color Change
· Purpose: Quantifies how much the original shade has altered after testing.
· Grades:
o Grade 5 = No change (excellent).
o Grade 4 = Slight change.
o Grade 3 = Noticeable change (acceptable in some applications).
o Grade 2 = Significant change (poor).
o Grade 1 = Severe change (unacceptable).
· Method: Evaluators visually compare the tested specimen against an untested control in a standardized lightbox to avoid metamerism effects.
4.2 Gray Scale for Staining
· Purpose: Measures how much dye has transferred to adjacent fabrics.
· Grades: Same 1–5 system as above.
· Application: Common in wash, perspiration, and rubbing tests.
4.3 Blue Wool Scale for Lightfastness
· Purpose: Compares fading of fabric to eight standard blue wool fabrics (Grades 1–8).
· Interpretation:
o Grade 8 = Outstanding lightfastness.
o Grade 1 = Very poor lightfastness.
· Procedure: Both test specimen and blue wool references are exposed together to light; grades are assigned when fading matches a reference.
5. Why Multiple Color Fastness Tests Are Essential
Performing only one type of test provides an incomplete picture. In real-world use, fabrics face combined stresses — a t-shirt, for example, may be:
· Washed weekly (wash fastness)
· Exposed to sunlight during drying (lightfastness)
· Rubbed against furniture or accessories (rubbing fastness)
· Sweated on during wear (perspiration fastness)
Example Case:
A premium sportswear brand might perform:
· Wash fastness (AATCC 61, ISO 105-C06)
· Lightfastness (ISO 105-B02)
· Perspiration fastness (ISO 105-E04)
· Chlorinated water fastness (ISO 105-E03, for swimwear)
Failing even one test could lead to:
· Discoloration after a few wears.
· Customer dissatisfaction and returns.
· Non-compliance with market regulations.
6. Color Fastness Testing Equipment Overview
Key Features for Modern Testers:
· Precise control: Temperature, humidity, mechanical action.
· Automation: Programmable cycles to reduce operator error.
· Data logging: Digital storage of results for quality traceability.
· Standard compliance: Ability to meet AATCC, ISO, GB/T, and other global standards.
Common Equipment:
Test Type | Common Tester | Main Function |
Wash Fastness | Launder-Ometer | Simulates domestic/commercial washing |
| Rubbing Fastness | Crockmeter | Measures dry/wet color transfer |
Lightfastness | Xenon Arc Weatherometer | Simulates sunlight exposure |
| Perspiration Fastness | Perspiration Tester | Simulates acidic/alkaline sweat |
| Sublimation Fastness | Sublimation Tester | Measures color change at high temperatures |
7. Practical Industry Recommendations
1. Test early in development — identify fastness issues before mass production.
2. Select dyes wisely — match dye type to fiber type and end-use conditions.
3. Apply correct finishing — consider UV absorbers or resins to enhance performance.
4. Follow standard wash-downs after dyeing — to remove unbound dyes and prevent staining.
5. Maintain equipment calibration — inaccurate testers produce unreliable results.
6. Conduct multi-condition testing for high-performance products (sportswear, uniforms, outdoor textiles).
8. International Standards and Compliance Requirements for Color Fastness Testing
Global textile markets demand strict adherence to standardized color fastness testing protocols to ensure product quality, safety, and brand reputation. Compliance with international standards is not optional — it’s a legal and commercial requirement for many regions.
8.1 Overview of Key Standardization Bodies
| Organization | Region/ Scope | Focus Area |
| AATCC (American Association of Textile Chemists and Colorists) | United States, widely recognized globally | Textile dyeing, finishing, and testing methods |
ISO (International Organization for Standardization) | Global | Cross-industry standards including textiles |
GB/T (Guobiao Standards) | China | National textile quality control standards |
JIS (Japanese Industrial Standards) | Japan | National textile product testing standards |
| EN (European Norms) | European Union | Harmonized product standards for EU member states |
8.2 Color Fastness to Washing Standards
Purpose: Simulates domestic or commercial laundering to assess resistance to fading and staining.
| Region | Standard Code | Method Highlights |
USA | AATCC 61 | Uses Launder-Ometer; multiple test conditions for different wash temperatures and cycles. |
International | ISO 105-C06 | Multiple procedures for domestic washing (A1S, B2S, C2S) and industrial laundering. |
| China | B/T 3921 | Aligns closely with ISO 105-C06; includes specific water hardness control. |
Japan | JIS L 0844 | Includes domestic and commercial laundering simulations. |
| EU | EN ISO 105-C06 | Harmonized with ISO; required for EU textile compliance. |
Market Note:
· Children’s clothing in the US and EU often require minimum Grade 4 for color change and Grade 4–5 for staining after 5 washes.
· Sportswear brands may demand stricter internal benchmarks.
8.3 Color Fastness to Rubbing (Crocking) Standards
Purpose: Evaluates dye transfer from a fabric surface to another material by rubbing.
| Region | Standard Code | Method Highlights |
| USA | AATCC 8 (Crockmeter Method) | Dry and wet rubbing tests using a standard cotton cloth. |
International | ISO 105-X12 | Similar to AATCC; includes rotation and linear rubbing options. |
China | GB/T 3920 | Harmonized with ISO 105-X12. |
Japan | JIS L 0849 | Specifies rubbing cloth type and pressure load. |
Market Note:
· Upholstery and automotive fabrics typically require Grade 4–5 dry and wet rubbing fastness.
· Denim manufacturers often accept Grade 3 for wet rubbing due to deep shades.
8.4 Color Fastness to Light Standards
Purpose: Measures fading when exposed to natural or artificial light.
| Region | Standard Code | Method Highlights |
| USA | AATCC 16.3 (Xenon Arc) | Simulates full-spectrum sunlight exposure. |
International | ISO 105-B02 | Uses Xenon Arc lamp with specific filters; blue wool reference scales. |
| China | GB/T 8427 | Based on ISO 105-B02 but with climate-specific parameters. |
| Japan | JIS L 0842 | Xenon Arc method; includes climate chamber control. |
Market Note:
· Outdoor textiles in the EU must meet Blue Wool Grade 6 or above for certain applications.
· Automotive interiors often require Grade 7–8 due to prolonged sun exposure.
8.5 Color Fastness to Perspiration Standards
Purpose: Assesses resistance to staining and color change from acidic or alkaline sweat.
| Region | Standard Code | Method Highlights |
| USA | AATCC 15 | Acid and alkaline perspiration solutions; uses perspirometer. |
| International | ISO 105-E04 | Acid and alkaline solutions with combined heat and pressure. |
| China | GB/T 3922 | Similar to ISO; includes fiber-type-specific adjustments. |
Japan | JIS L 0848 | Uses both acidic and alkaline test media. |
Market Note:
· Sportswear and underwear must maintain Grade 4 or higher for perspiration fastness in most markets.
· Luxury fashion brands often demand Grade 4–5 to prevent visible discoloration.
8.6 Color Fastness to Chlorinated and Seawater Standards
Purpose: Measures fabric resistance to pool chlorine or seawater exposure.
| Region | Standard Code | Method Highlights |
| USA | AATCC 162 (Chlorinated Water), AATCC 106 (Sea Water) | Simulates pool and marine conditions. |
| International | ISO 105-E03 (Chlorine), ISO 105-E02 (Sea Water) | Controlled exposure and drying cycles. |
| China | GB/T 5713 | Aligned with ISO seawater standard. |
Japan | JIS L 0886 | Chlorine resistance for swimwear. |
Market Note:
· Swimwear in Japan must meet Grade 4–5 chlorine fastness to avoid fading during pool use.
· Cruise line upholstery often tested for seawater fastness due to marine environment.
8.7 Regulatory Implications by Region
United States
· Consumer Product Safety Commission (CPSC) enforces safety labeling; while color fastness itself is not regulated for all textiles, poor performance can lead to false advertising claims or warranty disputes.
· Major retailers like Walmart and Target have internal fastness benchmarks beyond AATCC minimums.
European Union
· Harmonized EN ISO standards are widely enforced.
· REACH chemical compliance may indirectly impact dye selection and, thus, fastness results.
· Poor lightfastness in outdoor fabrics can lead to non-compliance with durability claims.
China
· GB/T standards form part of mandatory textile product quality inspections.
· Exported textiles must often be tested to both GB/T and ISO/AATCC to cover domestic and overseas markets.
Japan
· JIS standards are strictly enforced for school uniforms, workwear, and swimwear.
· Major Japanese retailers often demand higher grades than JIS minimum requirements.
8.8 Best Practices for Multi-Market Compliance
1. Test to multiple standards — especially for export markets.
2. Consider the strictest requirement and meet or exceed it to avoid multi-batch testing.
3. Work with accredited labs (ISO/IEC 17025) to ensure results are recognized internationally.
4. Maintain internal benchmarks higher than legal minimums for brand protection.

点击右上角
分享给朋友吧







 Long by picture save/share
Long by picture save/share
0
Prev : Improving Elmendorf Tear Test Precision – A Practical Guide
Next : Complete Guide to Fabric Shrinkage Testing for Textile Projects
Your liking is the energy source that I persist in writing
YouArticle
已有0人推荐
CONTACT US
 No. 94, Chenwu Section, Guantai Road, Houjie
No. 94, Chenwu Section, Guantai Road, Houjie
Town, Dongguan City
 E-mail: sarah@astrand-martindale.com
E-mail: sarah@astrand-martindale.com
jack@astrand-martindale.com
 Tel: (+86) 186 8867 2626 Jack
Tel: (+86) 186 8867 2626 Jack
 Tel: (+86) 130 668 20203 Sarah
Tel: (+86) 130 668 20203 Sarah
HOT TAGS
LATEST NEWS
SUBSCRIBE
Please read on, stay posted, subscribe, and we welcome you to tell us what you think.
Copyright © 2022 Dongguan Astrand Electronic Technology Co., Ltd. All Rights Reserved | Log in
Copyright © 2022 Dongguan Astrand Electronic Technology Co., Ltd. All Rights Reserved






